bsp; 采用每转输出脉冲数为2500的雷诺德的编码器,型号为GEL260
4、该设备的电气控制框图
以A侧为例: 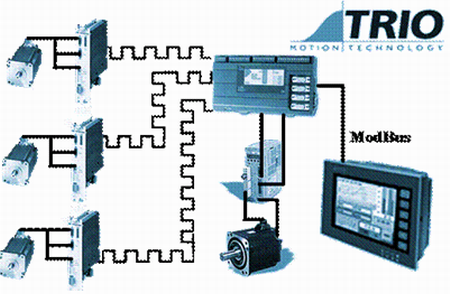
5、该设备在加工过程中的运动控制过程
先启动传送带运动,由加在传送带负载侧的编码器采集传送带的速度,把这个编码器的信号接入两个控制器的编码器接口,由传送带的速度利用控制器的同步功能来控制扶稳冲气装置和贴标的速度。,然后把加热装置点火和加热,让其达到所要贴标的最佳效果,可以用一个桶经过加热和吹风以后,在没有到检测桶的位置把桶拿下来,放入水里面,让水浸过所贴需要贴标的位置,可以根据水在桶的两侧附着的水来判断温度是否达到其要求,如果水在桶上的水不均匀,说明温度还没有调好。把所要贴的两侧对应的标纸放到相应的托盘上,并且让检测标纸上的一个标号对应一个光电传感器的位置,控制器得到这个信号就停止找标,否则会一直找寻这个信号,当一切准备好以后,放一个桶在传送带上,传送带带着桶沿着导轨前进,首先经过加热、吹风等处理,当传感器在检测到桶到位信号以后,给到控制器,控制器就给扶稳冲气和贴标装置发出命令,然其跟随传送带同步的速度开始按其工艺要求进行贴标,贴完A侧后,立即贴B侧,其原理跟A侧是一样,当贴完一个桶后,经过后面的表面加热吹风处理后。这个桶就算贴完了。根据这个贴出来的标的位置来调整相应的位置,然后再试贴一个,一直到所需要达到的标准的位置时就可以开始成批量的开始生产了。
6、该设备最后达到的控制精度
经过采用这样的配置进行控制,以及整个设备的统调以后。两侧贴出来的标的上下、左右达到按标准尺寸的1mm以内的要求。
|