|
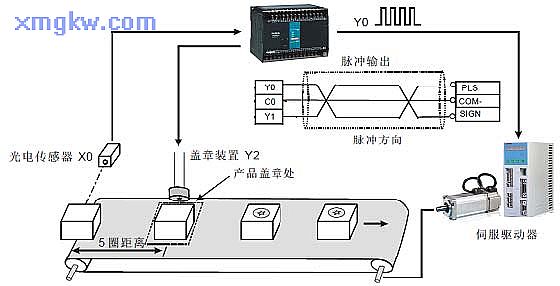
【控制要求】当光电开关感应到有产品进入传送带上时,伺服电机将旋转 5圈,将将产品送到盖章处进行盖章,盖章动作持续时间为 2秒。
【元件说明】
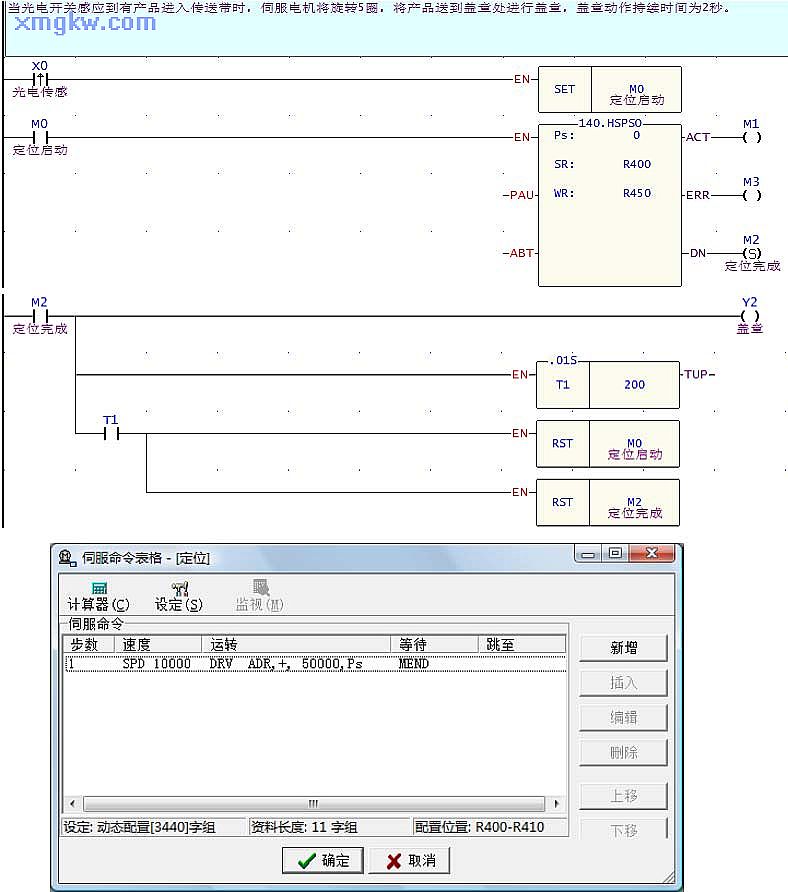
【控制程序】
【程序说明】
|
资讯类别
推荐资讯


人气排行
- 06-30 1AB相脉冲高速计数
- 05-19 2【PLC】PLC ERR灯报警同时 Y0 和Y1 亮,错误码是 LAdder 程序 check sum 错误,这个错误一般都是由怎么原因引起的呢?
- 05-19 3【HMI】如何安装UNICON触摸屏USB驱动?
- 05-19 4合同能源管理概述及EPC、EMC区别
- 05-28 5上/下数计数器(UP/DOWN COUNTER)
- 05-19 6【变频器】变频器对电机自动调谐有什么意义?在什么情况下才需要进行自动调谐?哪些情况下可以不需要自动调谐?
- 06-30 7洗手间自动冲水控制程序
- 06-29 8永宏PLC与ASD-A伺服驱动器通讯
- 06-26 9永宏PLC在窑炉配料称重系统中的改进
- 10-20 10永宏PLC利用MODBUS实现控制多台变频器系统的设计