NC定位表格的编辑过程
发表:刘建阳 (2009-09-15 12:59:09)
分类:PLC | 阅读:43763 | 评论:11 | 最新评论:2016-07-13 14:53:32 By 廖工
现在就逐步介绍NC定位指令的使用过程。
1.先把普通的输出点Y0\Y1规划成A/B相的高速脉冲输出点,步骤如下:点击编程软件菜单栏中的 “专案\IO组态” 之后,可进入如下页面,然后选择“输出设定”选项,然后规划“PSO0(Y0-Y1)为AB相方式。如下图

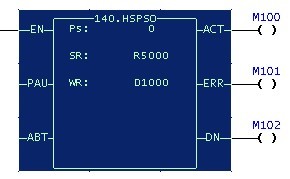
2.在编程软件中写 FUN 140:HSPSO指令,指定脉冲输出为PS0(第一轴),定位表格保存在R5000开始的寄存器中,工作寄存器从D1000开始,如下图
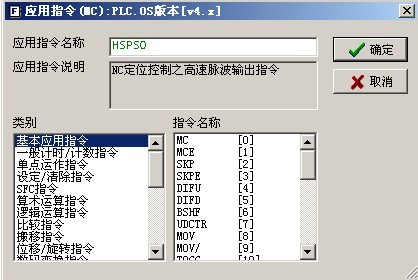

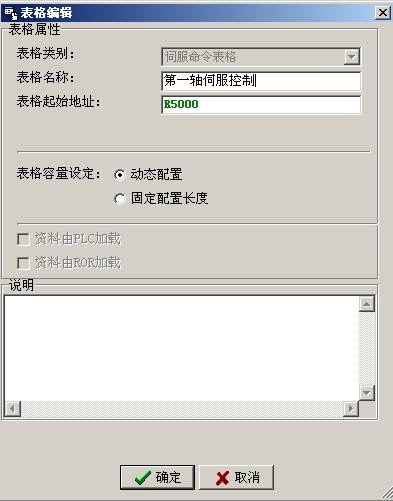
3.用鼠标点选 140 指令,使其成发白显示,然后按键盘上(英文输入状态下)的 Z 键,可以进入表格编辑。先自行命名定位表格的名称,然后确定即可进入定位表格编辑。如下图
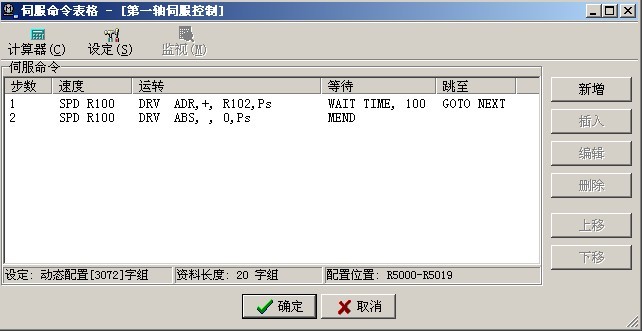
4.进入定位表格后,点“新增”即可添加第1笔定位指令
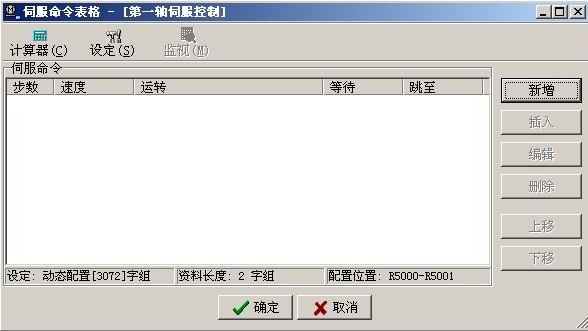
假设这里添加2步定位指令,2步定位做的事是:以【DR100】内部的速度正转【DR102】个脉冲,走完后停1S;1S到达后,以【DR100】速度反转【DR102】个脉冲,回到原点。如下图
5.编辑完成之后,点“确定”即可,这样就编辑完所需要的定位指令了。140指令可以再多处使用,不过记得SR\WR不要重复使用即可。
 24小时新发主题
24小时新发主题  最近被编辑的主题
最近被编辑的主题  超过24小时普通主题
超过24小时普通主题