可编程序控制器在机床数控系统中应用探讨
| 点。永宏PLC FBs系列的定位功能将市面上专用NC定位控制器整合在PLC内,使PLC与NC控制器能共享相同的数据区,而不需要作两个系统之间的数据交换与同步控制等复杂的工作,但仍可用一般常用的NC 定位控制指令(例如DRV、SPD…等)。PLC控制4轴的定位工作,并可作多轴同动控制,除了提供点对点的定位速度控制,还提供了各轴间直线插补功能。当系统应用超过4轴时还可利用永宏PLC的CPU LINK功能达到更多的定位运动控制。数控机床对位置系统要求的伺服性能包括:定位速度和轮廓切削进给速度;定位精度和轮廓切削精度;精加工的表面粗糙度;在外界干扰下的稳定性。这些要求主要取决于伺服系统的静态、动态特性。对闭环系统来说,总希望系统有较高的动态精度,即当系统有一个较小的位置误差时,机床移动部件会迅速反应。在数控机床的加工中,伺服系统为了同时满足高速快移和单步点动,要求进给驱动具有足够宽的调速范围。 单步点动作为一种辅助工作方式常常在工作台的调整中使用。伺服系统最高速度的选择要考虑到机床的机械允许界限和实际加工要求,高速度固然能提高生产率,但对驱动要求也就更高。此外,从系统控制角度看也有一个检测与反馈的问题,尤其是在计算机控制系统中,必须考虑软件处理的时间是否足够。全闭环伺服系统是将位置检测元件置于被测坐标轴的终端移动部件上,以检测机械传动链中螺距误差、间隙及各种干扰所造成的传动误差,并进行反馈补偿控制,从而提高机床的位置控制精度。在全闭环伺服控制系统中,对位置检测元件和反馈元件的选择很关键。感应同步器具有精度高、重复性好、抗干扰能力强,耐油耐污及维护简单等优点,特别适合于高精度全闭环数控机床的工作场合。数控机床要求具备稳定性、快速性和准确性,而大型数控机床的机械传动装置转动惯量较大,固有频率低,要使其大大高于系统截止频率很困难,全闭环包括了该进给系统轴几乎所有不稳定的非线性因素,调整不当很容易使机床产生抖动现象。 因此数控机床全闭环伺服系统在保证快速性的基础上主要是解决机床进给运动的稳定性而获得比半闭环伺服系统高的位置精度。伺服电机的编码器将位移检测信号反馈到伺服驱动器,驱动器将输入信号的脉冲频率和脉冲数与回馈信号的频率和脉冲数,经内部的偏差计数器与频率转电压电路处理后,得到脉冲偏差值与转速误差值,这样使控制伺服电机实现高速、精密的速度与位置闭环回路处理系统。伺服电机的转速与输入信号的脉冲频率成正比,而电机的移动量则由脉冲数决定。图4是PLC控制下的伺服电机工作示意图。 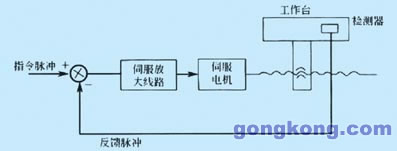
|
<< PPC系列PLC在机床控制中的应用[机床设备] >>