变频器应用在烫剪联合机上
| 1 引言 该机用于人造毛皮的后整理即烫光和剪毛,经烫光剪毛后达到使绒毛丰满、整齐、光泽、手感膨松的要求。烫剪联合机主要由烫光辊、剪毛辊、牵引辊和摆布辊等组成如图1所示。 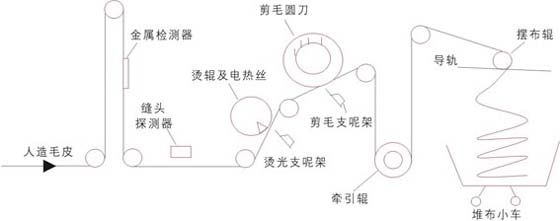 图1 烫剪联合机设备流程 其主要技术特征为 机幅(mm) 2000,2200,2500 速度(m/min) 4-30 烫光辊温度(℃) 100-200(温度精度±5℃) 烫光辊加热功率(kw) 30-40 缝头探测 探测前后毛皮的接头,发出信号控制剪毛支架下降,以免损坏剪毛刀。 金属探测 探测前工序可能在毛皮上出现的金属断针,若探出断针应报警并使全机停车,待排除断针后再开机。 该机的牵引辊和摆布辊设有单独交流异步电动机传动。牵引辊为主令机,工艺要求能正、反转。对同一种织物的牵引力基本恒定,该机为恒转矩负载且调速范围较大故采用同容量(3kw)的无速度传感器矢量控制变频器,开环控制。摆布辊作往复运动,负载虽不大但有周期性变化对调速精度要求不高,采用1.5kw交流异步电动机传动,v/f通用变频器供电、调速、开环控制。 烫光辊、剪毛辊、空气压缩机和吸风机均为不变速传动,用三相交流异步电动机(1.5kw 380v)传动。 2 控制要求 烫剪生产工艺对控制系统的主要技术要求有 (1)牵引辊和摆布辊需同步运行,但因摆布辊速度应高于牵引辊速度5~10%,因此牵引辊和摆布辊应属比例同步运行,牵引辊为主令机,摆布辊为从动机,该同步要求不高,其间不设松紧调节辊。 (2)牵引辊反转(退布)时,摆布辊电动机不能起动。 (3)剪毛辊正转(剪毛)运行时应起动吸风电动机,反之,反转时,不能起动吸风机。 (4)全机开车条件为:剪毛辊剪刀罩安放位置正确,限位开关接通。 (5)烫光辊加热至高温后的停机,必须先切断加热电源,延时30分钟待烫光辊降温后才能停转。 (6)烫、剪毛支呢架只能在牵引辊正转(进布)时方可上升(即电磁阀通电)。 (7)当金属探测器探出金属(断针),发出报警信号,全机立即停车、烫、剪辊支呢架下降。 (8)当缝头探测器探出缝头(接头),发出接头信号,延时一时间后,剪辊支呢架下降约0.5~1.0秒后再上升。延时时间的确定,在牵引辊上装一霍尔开关测量进布布长,当牵引辊或霍尔开关转一圈例如0.5m,霍尔开关输出1脉冲(输入plc的计数器)如布缝探测器与剪辊支呢架间距离为1.5m,则布缝探测器探出布缝后输出3个脉冲后支呢架即下降,让布接头通过剪刀后,支呢架再上升,以保证剪毛刀不受损坏。 3 控制系统 烫剪联合机控制系统原理框图和主电路图,分别如图2和图3所示。 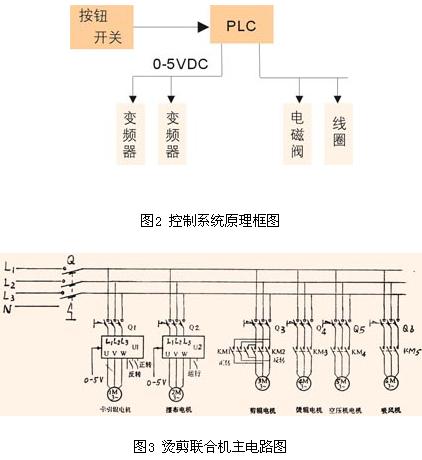 变频器由plc输出的模拟信号0-5vdc电压控制其调速。 在本系统中plc的主要功能是逻辑控制,即根据输入的开关量控制全机各电动机的起动、停止、控制电磁阀的顺序动作,另外,通过模拟量输出模块控制两台变频器的运行和同步运行。plc的硬件配置为cpu模块1块、24v,16点输入模块2块,16点继电器输出模块1块,模拟量输入、输出模块各1块,以及母扳和母扳电源各1块。 plc输出有: (1)电磁阀包括烫辊、剪辊支呢架上升电磁阀各1个。 (2)线图包括牵引辊正、反转继电器线圈,摆布运行继电器线圈,烫光辊加热继电器线圈,烫辊、剪辊正、反转接触器线圈3个;吸风机、空压机接触器线圈各1个。 plc的输入有: 按钮、开关包括牵引辊正反转、剪毛辊正反转起动、停止按钮、摆布辊起动、停止按钮;烫光辊电机起动、停止按钮、风机、空压机起动、停止按钮、烫光、剪毛辊支呢架上升钮。全机急停钮,刀罩限位开关、测布长霍尔开关、接布头开关、金属探测开关、烫光辊加热开、停开关和温度保护开关。 4 结束语 烫剪联合机采用变频器供电的变频同步调速和plc控制完全能满足烫剪生产工艺要求,经多年的现场使用证明织物运行速度稳定、工作可靠、深受用户欢迎、值得推广应用。 |