关于CK7815 FANUC-6T 的数控车床编程举例
| 在CK7815型数控车床上对图1所示的零件进行精加工。图中φ85mm不加工,要求编制精加工程序。 (一)首先根据图纸要求按先主后次的加工原则,确定工艺路线 1)先从左至右切削外轮廓面。其路线为;倒角—切削螺纹的实际外圆—切削锥度部分—车削φ62mm外圆—倒角—车φ80mm外圆—切削圆弧部分—车φ80mm外圆。 2)切3mm xφ45mm的槽。 3)车M48x1.5的螺纹。 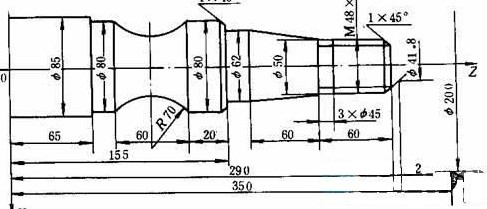 图1 (二)选择刀具并绘制刀具布置图 根据加工要求需选用三把刀具。l号刀车外圆,2号刀切槽,3号刀车螺纹。在绘制刀具布置图时,要正确选择换刀点,以避免换刀时刀具与机床、工件及夹具发生碰撞现象。本例换刀点选为A(200,350)点。 (三)确定切削用量(如表4-6所示) 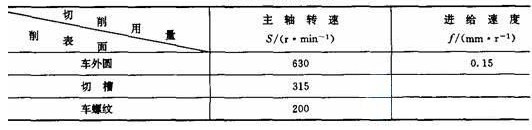 (四)编制精加工程序 该机床可以采用绝对值和增量值混合编程,绝对值用X、Z地址,增量值用U、W地址,采用小数点编程。 N0l G50 X200.2350.;(坐标系设定) N02 S630 M03 T0101 M08; N03 GOO X41.8 Z292.; N04 G01 X47.8 Z289. FO.15;(倒角) N05 U0 W-59.O;(φ47.8mm) N06 X50.OW0;(退刀) N07 X62. W-60.;(锥度) N08 UO Zl55.;( 62mm) N09 X78. W0;(退刀) N10 X80. W-1.0;(倒角) Nll UO W-9.0;(车φ80mm外圆) N12 G02 UO W-60. I63.25 K-30.;(圆弧) N13 G01 UO Z65.;(车φ80mm外圆) N14 X90. W0; N15 GOO X200. Z350.M05 T0100 M09(退刀) N16 X51.Z230.S315 M03 T0202 M08; N17 G01 X45.WO FO.16;(切槽) N18 G04 X5.;(延时) N19 GOO X51.;(退刀) N20 X200. Z350. M05 T0200 M09;(退刀) N21 G00 X52. Z296.S200 M03 T0303 M08; N22 G92 X47.2 Z231.5 F1.5;(切螺纹) N23 X46.6: N24 X46.2, N25 X45.8; N26 G00 X200. Z350.T0300;(退至起点) N27 M30; |