圆周孔循环——加工中心编程实例
| 格式:G34 X- Y-I- J- K-;(多打一次孔) X、Y:表示X、Y圆周孔到工件原点之距离(绝对坐标) I: 半径 J: 最初孔角度,逆时针为正值 K:孔数 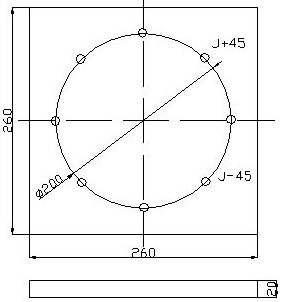 O0001 G17 G40 G80 N001 G00 G91 G30 X0 Y0 Z0 T1; M06; G00 G90 G54 X100. Y0.; G43 H01 Z10.M03 S800; G99 G81 Z-25.R5.F200; G34 X0. Y0.I100.J0. K8; G00 G80 Z100.; M30; |